



氮化硅陶瓷-焊接工艺的理想材料
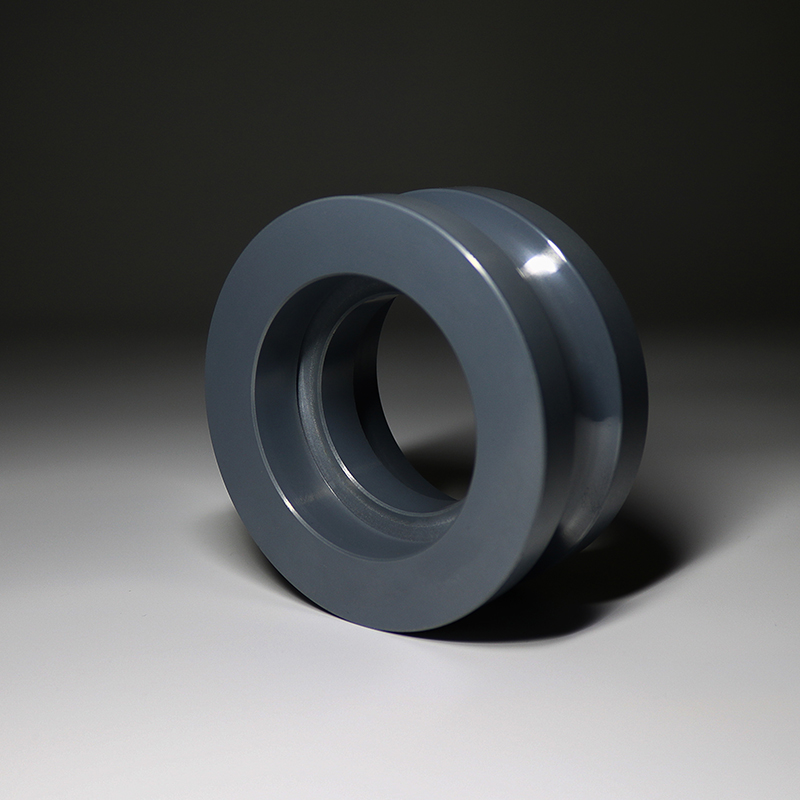
龙瓷研发了一种氮化硅材料,专门针对这种连接方法的高要求,确保了较长的使用寿命和更高的精度,同时减少磨损。除了高抗弯强度和硬度外,这种气压烧结陶瓷材料还因其高抗压强度和抗热震性而表现出色。另一个优势是这种氮化硅陶瓷提供的电绝缘性能。
“毫无疑问,就焊接工艺的综合性能而言,氮化硅是一种比其他陶瓷材料更合适的陶瓷材料。”
扫描电子显微镜(SEM)图像显示,氮化硅晶体呈六边形针状,排列并不稀疏。这些晶体相互联锁,形成一种极其坚韧的材料。图像中显示为白色区域的均匀分布的玻璃纤维,赋予了材料出色的高温性能。
气压烧结氮化硅陶瓷-陶瓷材料的比较
龙瓷研发了一种氮化硅材料,专门针对这种连接方法的高要求,确保了较长的使用寿命和更高的精度,同时减少磨损。除了高抗弯强度和硬度外,这种气压烧结陶瓷材料还因其高抗压强度和抗热震性而表现出色。另一个优势是这种氮化硅陶瓷提供的电绝缘性能。
“毫无疑问,就焊接工艺的综合性能而言,氮化硅是一种比其他陶瓷材料更合适的陶瓷材料。”
扫描电子显微镜(SEM)图像显示,氮化硅晶体呈六边形针状,排列并不稀疏。这些晶体相互联锁,形成一种极其坚韧的材料。图像中显示为白色区域的均匀分布的玻璃纤维,赋予了材料出色的高温性能。
气压烧结氮化硅陶瓷-陶瓷材料的比较
| 材料性能 | 单位 | 氮化硅 Z-200 | 氧化锆 Z-300 | 氧化铝 A-300 |
| 加工方法 | – | 气压烧结 | 氧化钇稳定 | 99.70% |
| 密度 | g/cm³ | 3.2 | 6.05 | 3.9 |
| 抗压强度 | MPa | 3000 | 2300 | 2450 |
| 抗弯强度 | MPa | 850 | 1100 | 600 |
| 洛氏硬度 | HRA | 92 | 90 | 90 |
| 断裂韧性 | MPa·m1/2 | 7 | 7.5 | 5 |
| 热导率 | W/m·K | 30 | 3 | 32 |
| 最高使用温度 | °C | 1400 | 1000 | 1000 |
步骤 1
产品特点
耐高温性
陶瓷辊能够承受焊接过程中常见的极端温度,因此比金属辊更耐用、更可靠。
耐磨性
由于其硬度和材料特性,陶瓷焊接辊具有耐磨性和抗变形能力,可确保长期性能稳定。
提升焊接质量
这些辊在焊接过程中能提供稳定、均匀的压力,有助于提升焊接质量并减少缺陷。
减少维护需求
陶瓷材料的耐用性意味着这些辊无需频繁更换和维护,从而提高整体运营效率。
焊接应用的多功能性
陶瓷焊接辊适用于不同行业的多种焊接方法,包括熔化极气体保护焊(MIG)、钨极惰性气体保护焊(TIG)和电阻焊。

陶瓷辊能够承受焊接过程中常见的极端温度,因此比金属辊更耐用、更可靠。
耐磨性
由于其硬度和材料特性,陶瓷焊接辊具有耐磨性和抗变形能力,可确保长期性能稳定。
提升焊接质量
这些辊在焊接过程中能提供稳定、均匀的压力,有助于提升焊接质量并减少缺陷。
减少维护需求
陶瓷材料的耐用性意味着这些辊无需频繁更换和维护,从而提高整体运营效率。
焊接应用的多功能性
陶瓷焊接辊适用于不同行业的多种焊接方法,包括熔化极气体保护焊(MIG)、钨极惰性气体保护焊(TIG)和电阻焊。
步骤 2
应用领域
汽车制造
车身点焊 / 缝焊:这是氮化硅焊接辊应用最广泛、需求最大的领域。在汽车车身制造中,电阻点焊和缝焊被广泛用于钢板的连接。
新能源动力电池制造
电池壳体(钢壳 / 铝壳)密封焊接:在方形或圆柱形动力电池(如锂电池)的生产中,最后一道工序通常是将顶盖(盖板)与壳体进行密封焊接(常采用激光焊接或电阻焊)。
航空航天及轨道交通
飞机、高铁、地铁等关键结构部件的焊接:这些行业对焊接质量和可靠性有着极高的要求。
车身点焊 / 缝焊:这是氮化硅焊接辊应用最广泛、需求最大的领域。在汽车车身制造中,电阻点焊和缝焊被广泛用于钢板的连接。
新能源动力电池制造
电池壳体(钢壳 / 铝壳)密封焊接:在方形或圆柱形动力电池(如锂电池)的生产中,最后一道工序通常是将顶盖(盖板)与壳体进行密封焊接(常采用激光焊接或电阻焊)。
航空航天及轨道交通
飞机、高铁、地铁等关键结构部件的焊接:这些行业对焊接质量和可靠性有着极高的要求。
